
输送设备系列
查看分类输送设备系列

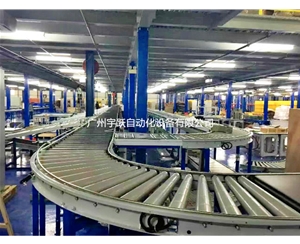






自动化输送线
宇跃水平皮带机可输送的物料种类繁多,既可输送各种散料,也可输送各种纸箱、包装袋等单件货物,输送平稳,物料与输送带间没有相对运动,能够避免对输送物的损坏。 与其它输送机相比噪音较小,适合于工作环境要求比较安静的场合。
输送线主要是完成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚筒输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。这样在库房、生产车间和包装车间范围内形成了一个既可顺畅到达各个生产位置同时又是封闭的循环输送线系统。所有生产过程中使用的有关材料、零件、部件和成品的等物料,都须装在贴有条形码的托盘箱里才能进入输送线系统。在生产管理系统发出的生产指令的作用下,装有物料的托盘箱从指定的入口处进入输送线系统。
宇跃水平皮带机可输送的物料种类繁多,既可输送各种散料,也可输送各种纸箱、包装袋等单件货物,输送平稳,物料与输送带间没有相对运动,能够避免对输送物的损坏。 与其它输送机相比噪音较小,适合于工作环境要求比较安静的场合。
水平皮带机可以对货物进行正、反双向输送;适合与前后端的其它设备对接延伸,组成整体的物流输送系统。可与滚筒输送机、皮带输送机、转弯机、提升机、装配线等组成完整的自动化输送系统,完成从产品的原材料进厂到生产、装配、成品入库、出厂等工作。
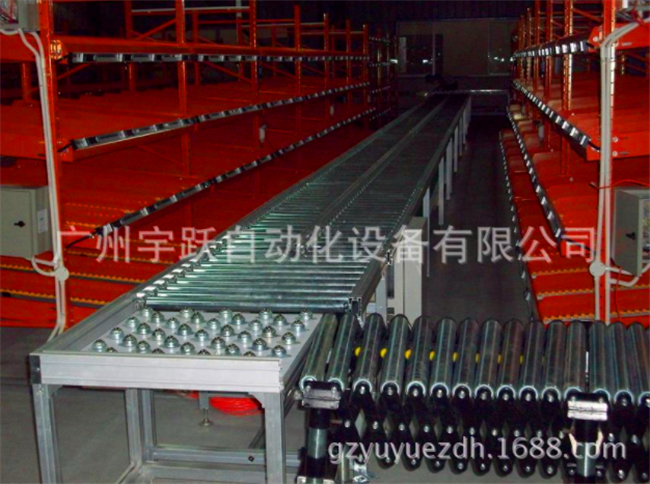




在输送线的各入口处,操作人员按照生产计划,把物料按种类装入不同的托盘箱,再通过手持式条形码激光扫描仪把这些托盘箱的条形码输入到生产管理系统中。生产管理系统对收到的每个托盘箱条形码,依据生产调度计划,立即产生一条该托盘箱的生产指令,并放入到生产指令表格中,以便物流自动控制系统查找。每条生产指令内容由三部分组成:该托盘箱上的条形码代码、该托盘箱在输送线上的入口位置和出口位置。
输送线主要是完成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚筒输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。这样在库房、生产车间和包装车间范围内形成了一个既可顺畅到达各个生产位置同时又是封闭的循环输送线系统。所有生产过程中使用的有关材料、零件、部件和成品的等物料,都须装在贴有条形码的托盘箱里才能进入输送线系统。在生产管理系统发出的生产指令的作用下,装有物料的托盘箱从指定的入口处进入输送线系统。
宇跃水平皮带机可输送的物料种类繁多,既可输送各种散料,也可输送各种纸箱、包装袋等单件货物,输送平稳,物料与输送带间没有相对运动,能够避免对输送物的损坏。 与其它输送机相比噪音较小,适合于工作环境要求比较安静的场合。
水平皮带机可以对货物进行正、反双向输送;适合与前后端的其它设备对接延伸,组成整体的物流输送系统。可与滚筒输送机、皮带输送机、转弯机、提升机、装配线等组成完整的自动化输送系统,完成从产品的原材料进厂到生产、装配、成品入库、出厂等工作。
物流输送线自动控制系统主要利用PLC控制技术,使系统按照生产指令,通过系统的自动识别功能和输送线系统,自动地和柔性地把托盘箱里的生产物料,以最佳的路径、最快的速度,准确地从生产场地的一个位置输送到另一个位置,完成生产物料的时空转移,保证各种产品的生产按需要协调地进行和按需要迅速地变化。保证工厂设备和生产的高效率运行。在这个过程中,最佳路径控制成为物流自动控制系统的技术关键,而系统其他部分则围绕路径控制进行相应工作。