
废料线
查看分类废料线


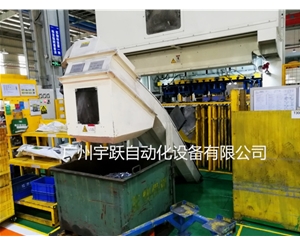


链板式废料输送线-专业厂家
品牌:宇跃
产品介绍
废料输送机是输送废料中的主要设备,在废料输送过程中最常用的为板式输送机、链式输送机和皮带输送机。
输送链板冲压成型,链板宽度可以根据客户需求定制,两侧输送链条节距由25.4-100可选,链板运行在非标制作的导轨中,具有运行平稳、负载力强、耐油等优点,机架采用板材或型材非标制作,导轨采用国标型材制作,链板冲压成型,采用迷宫式结构密封,确保链板在输送过程中细小物料无法卡滞输送带的关节,输送物料最小可以达到0.5mm,动力采用卧式马达,线速度变频调速(可选),最快线速度可达30米/分钟。是冲压零件、边角料、五金件、紧固件、金属部件输送的首选 。
板式输送机采用全钢制板条焊接结构输送带,抗冲击性强,承载能力大,通常与地坑料槽等一起构筑成钢板带输送地坑作为废料输送的首级输送设备。传动部分采用变频无级调速。
链式输送机的输送带为胶带与钢板焊接形式,承载能力强;传动形式为链传动,驱动能力强,能适应各种不同类型的废料传送,并具有很强的输送能力。传动部分采用变频无级调速。由于输送带采用特殊的结构设计,所以可采用较大的安装角度输送物料。
排屑机是现代化设备不可缺少的工具,可广泛应用于数控机床,组合机床,加工中心,专业化机床,流水线,自动线的切屑输送。输送效率高,输送速度选择范围大。有助于提高设备使用效率。
排屑机是现代化设备不可缺少的工具,可广泛应用于数控机床,组合机床,加工中心,专业化机床,流水线,自动线的切屑输送。输送效率高,输送速度选择范围大。有助于提高设备使用效率。
链钣式除屑输送机特点和用途:
刮钣装置 每六个链距1-3片 3.各式远端控制盒
刮送速度 1.2-1.4M/min(50/60HZ) 4.各式电气蛇腹缆线
安全装置 HTL-350-2 5.扭力过载停止装置
输送仰角 60° 6.防止卷入停止装置
输送机是在一定的线路上连续输送物料的物料搬运机械,又称连续输送机。输送机可进行水平、倾斜和垂直输送,也可组成空间输送线路,输送线路一般是固定的。输送机输送能力大,运距长,还可在输送过程中同时完成若干工艺操作,所以应用十分广泛。
可以单台输送,也可多台组成或与其他输送设备组成水平或倾斜的输送系统,以满足不同布置形式的作业线需要。
产品说明:本装置系列化、通用化、标准化程度高,操作简单、运行可靠、拆装方便、维修容易。亦可与其它排屑装置联合使用,形成各种形式排列的切削处理系统。
标 准 规 格 选 用 配 备
排屑输送机是主要用于收集机器产生的各种金属和非金属废屑,并将废屑输送到收集车上。可以与过滤水箱配合用,将各种冷却液回收利用。
排屑输送机是主要用于收集机器产生的各种金属和非金属废屑,并将废屑输送到收集车上。可以与过滤水箱配合用,将各种冷却液回收利用。
1. 体积小、效能高:为铜、铝、铸铁、等碎屑除送之最适合机型。
2. 刮钣宽度多元化,提供了绝佳的搭配弹性及有效的应用。
3. 坚固的刮钣组合,强度高、配合精准、动作稳定安静。
4. 扭力限制设定,有效降低操作不当所造成之损害。
5.CE规格正逆停紧停控制
减速马达 1/4Hp(0.2kw)1/165 220/380v 1.CE规格装置 1.简易型CE屑口装置
输送链距 R2050 P=31.75mm 2.全罩式CE屑口装置
刮钣宽度 175,150-600(每隔50mm一种规格) 2.手动控制装置 1.标准型正逆停控制
为了保证皮带输送机运转可靠,最主要的是及时发现和排除可能发生的故障。为此操作司机必须随时观察运输机的工作情况,如发现异常应及时处理。机械工人应定期巡视和检查任何需要注意的情况或部件,这是很重要的。例如一个托辊,并不显得十分重要,但输送磨损物料的高速输送带可能很快把它的外壳磨穿,出现一个刀刃,这个刀刃就可能严重地损坏一条价格昂贵的输送带。受过训练的工人或有经验的工作人员能及时发现即将发生的事故,并防患于未然。皮带输送机的输送带在整个输送机成本里占相当大的比重。
适用:广泛应用于数控机床、组合机床、加工中心、专业化机床、流水线、自动线等切屑,大型机床及生产线的远等距离的切屑输送。
冲压线废料传送带输送机广泛应用于数控机床、加工中心、流水线、自动线等切屑,大型机床及生产线的中距离与远距离的排屑装置。机床废料传送带排屑链板材质分不锈钢排屑链板和优质炭钢排屑链板,表面为防止细碎切屑的粘附可加工成凸点。国内外很多汽车厂多采用由数台压力机组成的冲压线,其中有一种就是带状基础的自动冲压线,这种冲压线具有生产效率高、冲压件质量标准、工序少、模具结构简单、强度大和寿命长,且适应生产纲领要求的优点。在废料的处理上,也多采用自动的废料输送线。
可根据客户需求定制冲压线输送机。为了减少更换和维修输送带的费用,必须重视对操作人员和维修人员进行输送带的运行和维修知识的培训 。
品牌:宇跃
产品介绍
废料输送机是输送废料中的主要设备,在废料输送过程中最常用的为板式输送机、链式输送机和皮带输送机。
输送链板冲压成型,链板宽度可以根据客户需求定制,两侧输送链条节距由25.4-100可选,链板运行在非标制作的导轨中,具有运行平稳、负载力强、耐油等优点,机架采用板材或型材非标制作,导轨采用国标型材制作,链板冲压成型,采用迷宫式结构密封,确保链板在输送过程中细小物料无法卡滞输送带的关节,输送物料最小可以达到0.5mm,动力采用卧式马达,线速度变频调速(可选),最快线速度可达30米/分钟。是冲压零件、边角料、五金件、紧固件、金属部件输送的首选 。
板式输送机采用全钢制板条焊接结构输送带,抗冲击性强,承载能力大,通常与地坑料槽等一起构筑成钢板带输送地坑作为废料输送的首级输送设备。传动部分采用变频无级调速。 链式输送机的输送带为胶带与钢板焊接形式,承载能力强;传动形式为链传动,驱动能力强,能适应各种不同类型的废料传送,并具有很强的输送能力。传动部分采用变频无级调速。由于输送带采用特殊的结构设计,所以可采用较大的安装角度输送物料。
排屑输送机是主要用于收集机器产生的各种金属和非金属废屑,并将废屑输送到收集车上。可以与过滤水箱配合用,将各种冷却液回收利用。
排屑机是现代化设备不可缺少的工具,可广泛应用于数控机床,组合机床,加工中心,专业化机床,流水线,自动线的切屑输送。输送效率高,输送速度选择范围大。有助于提高设备使用效率。
排屑输送机是主要用于收集机器产生的各种金属和非金属废屑,并将废屑输送到收集车上。可以与过滤水箱配合用,将各种冷却液回收利用。
排屑机是现代化设备不可缺少的工具,可广泛应用于数控机床,组合机床,加工中心,专业化机床,流水线,自动线的切屑输送。输送效率高,输送速度选择范围大。有助于提高设备使用效率。
链钣式除屑输送机特点和用途:
1. 体积小、效能高:为铜、铝、铸铁、等碎屑除送之最适合机型。
2. 刮钣宽度多元化,提供了绝佳的搭配弹性及有效的应用。
3. 坚固的刮钣组合,强度高、配合精准、动作稳定安静。
4. 扭力限制设定,有效降低操作不当所造成之损害。
5.CE规格正逆停紧停控制
刮钣装置 每六个链距1-3片 3.各式远端控制盒
刮送速度 1.2-1.4M/min(50/60HZ) 4.各式电气蛇腹缆线
安全装置 HTL-350-2 5.扭力过载停止装置
输送仰角 60° 6.防止卷入停止装置
输送机是在一定的线路上连续输送物料的物料搬运机械,又称连续输送机。输送机可进行水平、倾斜和垂直输送,也可组成空间输送线路,输送线路一般是固定的。输送机输送能力大,运距长,还可在输送过程中同时完成若干工艺操作,所以应用十分广泛。 可以单台输送,也可多台组成或与其他输送设备组成水平或倾斜的输送系统,以满足不同布置形式的作业线需要。
产品说明:本装置系列化、通用化、标准化程度高,操作简单、运行可靠、拆装方便、维修容易。亦可与其它排屑装置联合使用,形成各种形式排列的切削处理系统。
标 准 规 格 选 用 配 备
皮带输送机的安装一般按下列几个阶段进行:减速马达 1/4Hp(0.2kw)1/165 220/380v 1.CE规格装置 1.简易型CE屑口装置
输送链距 R2050 P=31.75mm 2.全罩式CE屑口装置
刮钣宽度 175,150-600(每隔50mm一种规格) 2.手动控制装置 1.标准型正逆停控制
为了保证皮带输送机运转可靠,最主要的是及时发现和排除可能发生的故障。为此操作司机必须随时观察运输机的工作情况,如发现异常应及时处理。机械工人应定期巡视和检查任何需要注意的情况或部件,这是很重要的。例如一个托辊,并不显得十分重要,但输送磨损物料的高速输送带可能很快把它的外壳磨穿,出现一个刀刃,这个刀刃就可能严重地损坏一条价格昂贵的输送带。受过训练的工人或有经验的工作人员能及时发现即将发生的事故,并防患于未然。皮带输送机的输送带在整个输送机成本里占相当大的比重。
适用:广泛应用于数控机床、组合机床、加工中心、专业化机床、流水线、自动线等切屑,大型机床及生产线的远等距离的切屑输送。
冲压线废料传送带输送机广泛应用于数控机床、加工中心、流水线、自动线等切屑,大型机床及生产线的中距离与远距离的排屑装置。机床废料传送带排屑链板材质分不锈钢排屑链板和优质炭钢排屑链板,表面为防止细碎切屑的粘附可加工成凸点。国内外很多汽车厂多采用由数台压力机组成的冲压线,其中有一种就是带状基础的自动冲压线,这种冲压线具有生产效率高、冲压件质量标准、工序少、模具结构简单、强度大和寿命长,且适应生产纲领要求的优点。在废料的处理上,也多采用自动的废料输送线。
可根据客户需求定制冲压线输送机。为了减少更换和维修输送带的费用,必须重视对操作人员和维修人员进行输送带的运行和维修知识的培训 。